OROSházaGlas
Üveggyártás
GINOP-1.2.3-8-3-4-16-2017-00008
- Szerződött támogatás összege: 45 833 029 Ft.
- Támogatás intenzitás: 30%
- Projekt befejezés dátuma: 2020.03.10.
- Kedvezményezett neve: OROSházaGLAS Kft.
- Projekt azonosító száma: GINOP-1.2.3-8-3-4-16-2017-00008
1./ A fejlesztés műszaki tartalma:
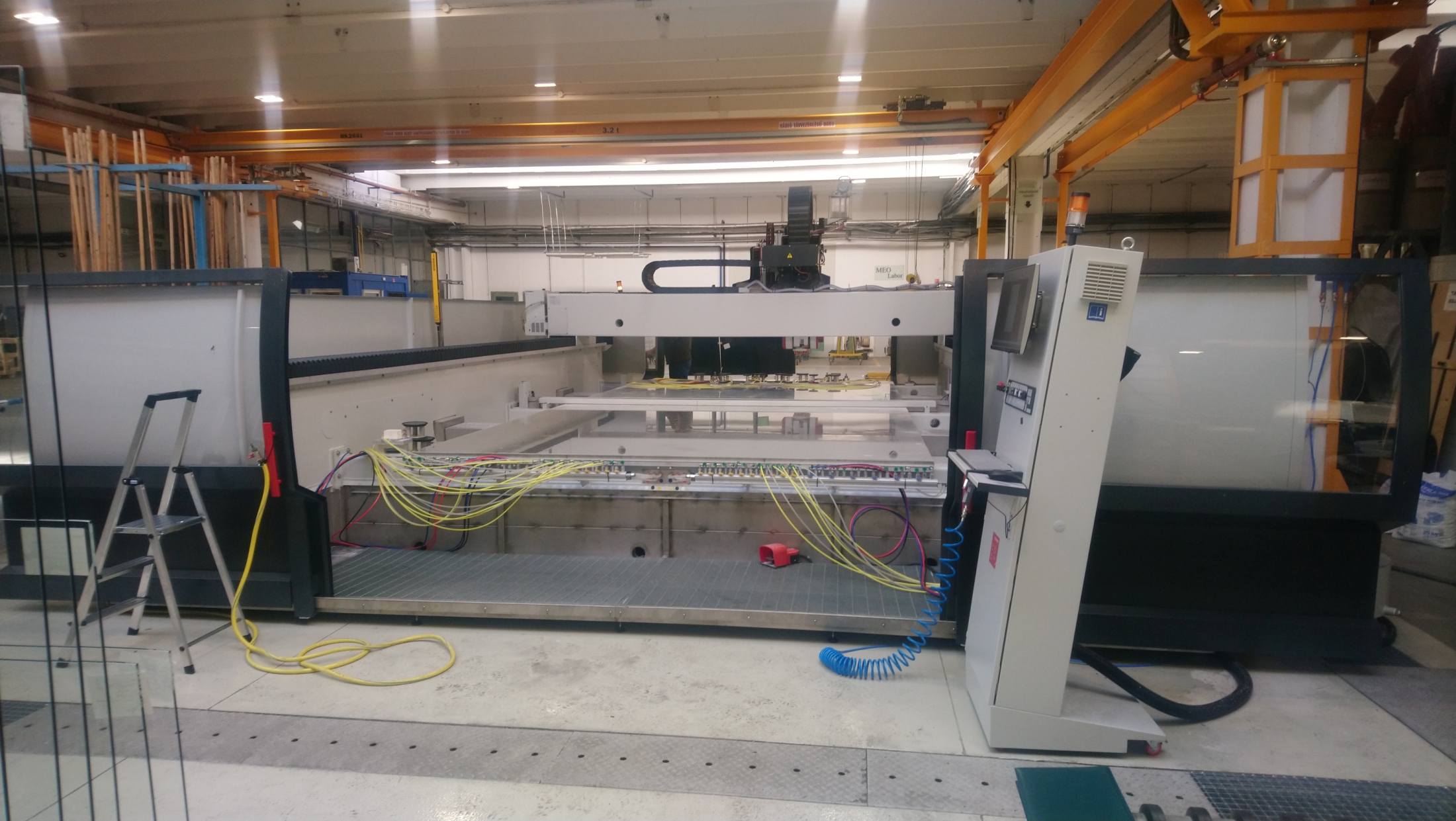
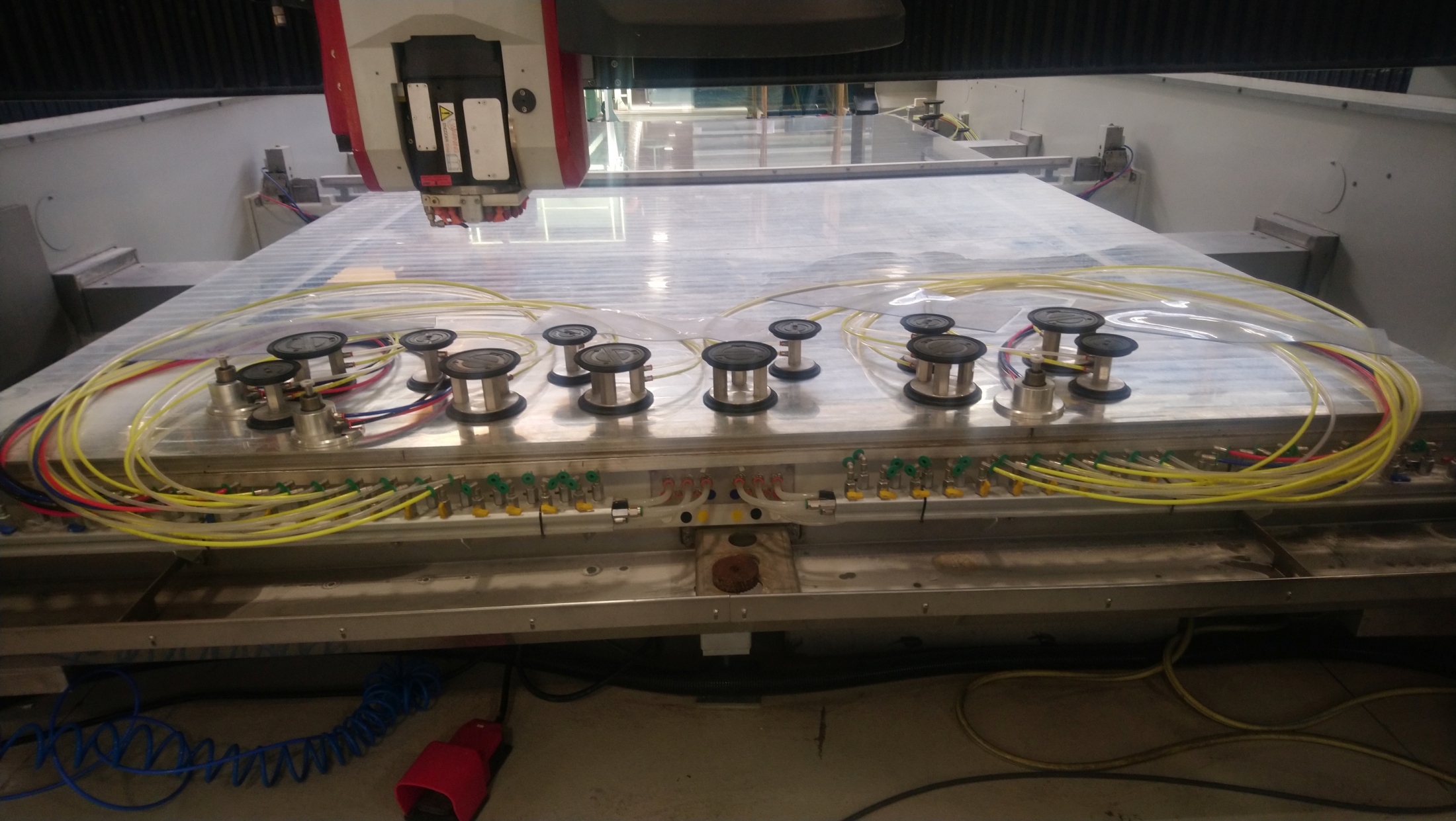
Az alapüvegeket Jumbo (3210 x 6000 mm) méretben vásároljuk meg az alapüveg előállítóktól. A megvásárolt üveglapokat a csiszolási ráhagyás figyelembe vételével a vevői megrendelés méreteire vágjuk fel, a veszteségek optimalizálását követően. Jellemzően az üvegek ezt követően alakos üvegek esetén CNC csiszoló berendezésre, egyenes élű üvegek esetében egyenes csiszoló berendezésekre kerülnek. A pályázat által megvásárolni kívánt berendezések (CNC megmunkáló központ, és egyenes csiszoló) ebben a műveleti fázisban dolgoznak. A csiszolást követően az üvegek jellemzően festésre, majd edzésre kerülnek. Az edzett üveglapokat vagy monolitikus üvegként értékesítjük, vagy további megmunkálásra visszük. Lehetséges az üveglapok laminált üveggé összeragasztása, illetve egy- vagy többrétegű szigetelő üvegtáblákká történő összeállítása.
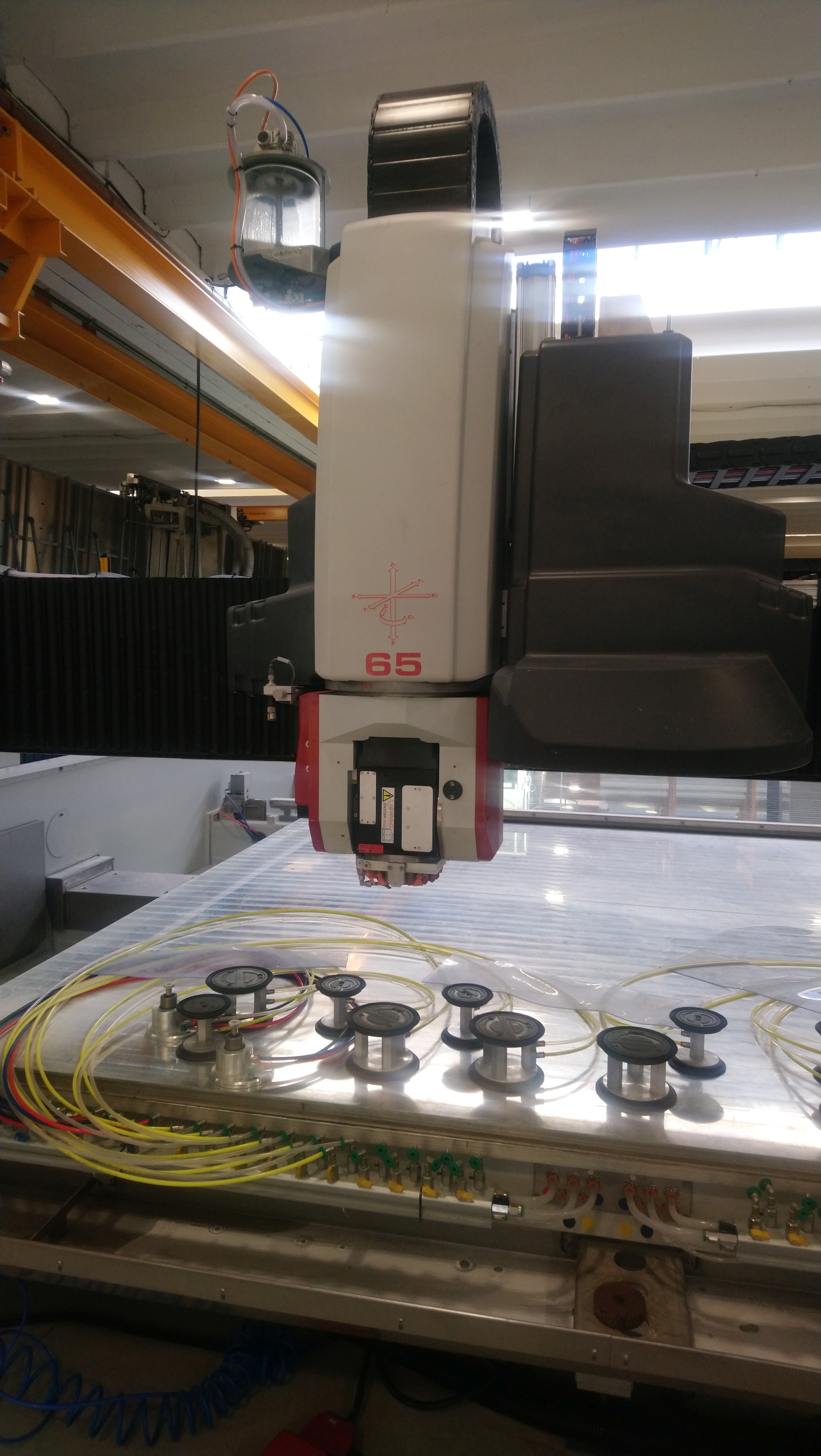
A fejlesztésbe bevont berendezések legfontosabb elemei az alakos (CNC) és az egyenes csiszoló. Az alakos csiszoló egy hagyományos 5 tengelyes megmunkáló központ. Nagy fordulatszámmal gyémánt csiszoló, vagy polírozó szerszámokat lehet befogni az egy főorsóval rendelkező berendezés megmunkáló fejébe. A szerszámcserék a szerszámtárból programszerűen történnek. A szerszám típusától és megmunkáló paraméterektől függően lehet a géppel az üveglapokat durván az éleken megcsiszolni, fényesre polírozni, fúrni, illetve különféle alakos kivágásokat tenni.
Az egyenes csiszoló berendezés amint neve is mutatja, egyenes üveg élek csiszolására alkalmas. Az üveget függőlegesen helyezzük el a gépben, és mindig az alsó éle kerül megcsiszolásra. Így egy téglalap alakú üveget 4-szer kell átengedni a gépen. A csiszolt él vonalában 14 fej helyezkedik el, ami gondoskodik a lépcsőzetesen elhelyezkedő fejekkel, az anyag fogásonkénti eltávolításáról, illetve a polírozásról is. A szerszámok tehát, mint tányérkorongok alulról munkálják meg az üveget. A több fej itt nagyobb hatékonyságot jelent.
Mindkét gép esetében fontos, hogy az üveg megfogására szolgáló vákuum korongok, illetve továbbító pofák anyaga olyan kell legyen, amely óvatosan nyomok hagyása nélkül fogja meg a megmunkálandó üveglapokat.
A beruházáshoz rendeltünk 1 db 3,5 to teherbírású targoncát, ami az anyagellátást biztosítja. Természetesen ez a targonca nem kizárólag ezt a két gépet látja el, de egy régebbi gép cseréje miatt szükséges a pótlás. A targonca jellemzően 1,5 - 2,5 to összsúlyú üveggel megrakott állványokat mozgat gyáron belül a műveletek között. A Caterpillar targoncákat megbízhatónak tartjuk, jelenleg is rendelkezünk ilyen géppel.
2./ A fejlesztés szakmai eredményének leírása és az eredmény nem számszerűsíthető, egyéb tulajdonsága:
1./ Kapacitásnövekedés: CNC 6,7%, Egyenes csiszoló:10%
2./ Munkabér megtakarítás: CNC 6,7%, Egyenes csiszoló 10%
3./ Energia megtakarítás CNC 5%, Egyenes csiszoló 6%
4./ Képesség növekedés:
- Egy- és két oldalon bevonatos üvegek megmunkálhatósága így lehetségessé válik.
- A maximális alakos üveg megmunkálási (csiszolási) képesség 2500 x 4500 mm-ről 3210 x 6000 mm-re nő.
- Társaságunk a bevezetésre kerülő fűthető üveg termék újdonság volta miatt a szállítói láncokban történő szerepének a növekedését éri el.
- További magyar - a szállítói láncban szereplő - vállalkozások helyzetét stabilizálja a beruházás.
- A korszerű technikák alkalmazásával a Társaság szakembereinek a képzettségi szintje – a betanulások után – az európai élvonalnak megfelelő marad.































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}